歯車の溝仕上げで加工能率2.3倍、工具寿命は2倍以上に!
課題
加工能率を向上させたい。
現行他社品では工具寿命が短く、1ワークごとに交換している。
部品加工ユーザ
| ワーク | 歯車 |
| 被削材 | 合金鋼 |
| 工具 | SFSB2030-S6(2N) |
| 切削条件 | n=10,000 (min⁻¹) Vc=94 (m/min) f= 0.06(mm/rev) Vf=1,200 (mm/min) ap=0.3 (mm) ae=0.2 (mm) Q=0.07 (cm³/min) 外部給油(水溶性) |
改善結果
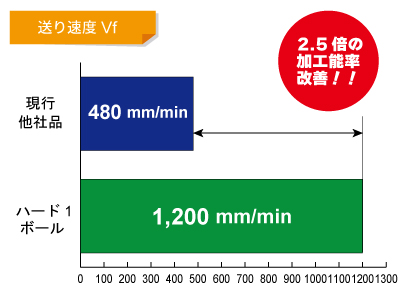
| ①加工能率向上 現行他社品と比較して、送り速度 Vf が 480→1,200 (mm/min)となり、加工能率は2.3倍に向上! ②長寿命化 現行他社品の寿命が1ワークであるのに対し、ハード1ボールは2ワーク目以降も継続使用可能で、工具寿命大幅UP! |
 |
ハード1ボール